Литье по газифицируемым моделям: подробное руководство по полному циклу процесса
2026-06-26
I. Обзор технологического процесса
Литье по газифицируемым моделям (EPC) — также известное как литье с использованием цельных или испаряемых моделей — предполагает применение модели из пенопласта вместо традиционной деревянной модели при изготовлении литейной формы. После формирования формы модель не извлекают; вместо этого расплавленный металл заливают непосредственно в форму. При контакте с горячим расплавом пенопластовая модель испаряется и сгорает, освобождая пространство, которое она занимала; затем металл остывает и затвердевает, образуя отливку.
")
Вся производственная линия разделена на два основных технологических участка: «белая зона» (производство моделей из пенопласта) и «черная зона» (формовка, заливка и очистка).
II. Белая зона (процесс подготовки моделей из пенопласта)
1. Предварительная обработка гранул: отбор исходных гранул пенопласта в зависимости от толщины стенок отливки и материала; подача в предвспениватель циклического действия для расширения до стандартной плотности; сушка в кипящем слое; последующая выдержка в бункере для стабилизации свойств.
2. Формование моделей: подача выдержанных гранул в формовочное оборудование; подача пара для расширения и спекания гранул, в результате чего формируются отдельные модели из пенопласта.
3. Постобработка: естественная выдержка моделей для обеспечения стабильности размеров; склеивание и сборка моделей в блоки; одновременная подготовка огнеупорного покрытия, его нанесение на блоки и сушка.
III. Черная зона (процессы формовки, заливки и обработки песка)
1. Процесс формовки: подача свежего сухого песка в опоку через бункер и дождевой пескосып; укладка базового слоя песка, установка блока моделей из пенопласта, продолжение засыпки песка с одновременным виброуплотнением.
2. Плавка и заливка: плавка металлического сырья для получения расплава высокой температуры и его заливка в опоку; при нагреве модель из пенопласта испаряется, а расплавленный металл занимает пространство, ранее занятое моделью.
3. Выбивка и очистка: после остывания отливки — раскрытие опоки и выбивка песка для отделения отливки от отработанного песка; очистка отливки для получения готового изделия и его перемещение на склад.
4. Регенерация отработанного песка: просеивание, магнитная сепарация, охлаждение и регенерация песка, полученного после выбивки; возврат кондиционного сухого песка в процесс формовки для повторного использования; переплавка литниковой системы и технологических отходов.
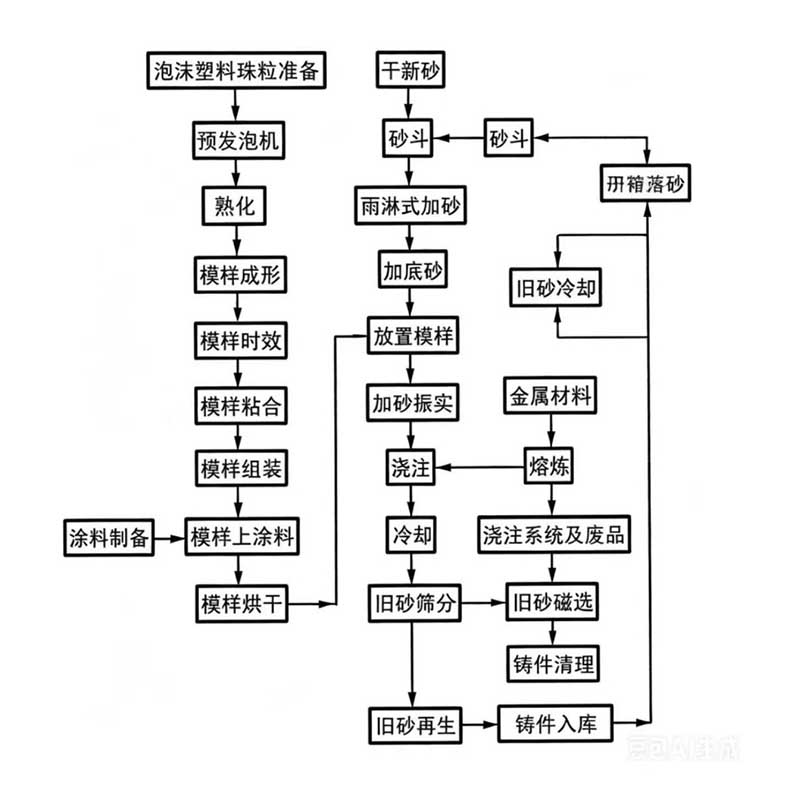
IV. Общая технологическая схема
Подготовка гранул пенопласта → Предварительное вспенивание → Выдержка → Формование моделей → Естественное старение → Склеивание и сборка → Нанесение покрытия и сушка → Формовка в сухом песке (засыпка и уплотнение) → Плавка и заливка металла → Охлаждение и выбивка → Очистка отливки и складирование; отработанный песок регенерируется и используется повторно.
По материалам *Baidu Wenku*
![[MTM Metal World Expo | Главное в отрасли]](https://ecdn.cnyandex.com/4jd9bph/uploads/Различные-износостойкие-детали626-1-2.jpg)