Преодоление проблемы деформации восковых моделей при литье по выплавляемым моделям: оптимизация процесса повышает качество отливок
2026-05-07
В процессе литья по выплавляемым моделям часто используются пастообразные формовочные материалы, главным образом потому, что они меньше дают усадку, быстрее затвердевают и обеспечивают более высокую производительность по сравнению с жидкими формовочными материалами. В процессе литья, изготовления восковых моделей и отливки размерная стабильность и степень деформации восковой модели существенно влияют на качество отливки.
Для легко деформируемых деталей необходимо принимать эффективные меры с самого первого этапа впрыскивания воска, такие как размещение препятствий в восковой модели для ограничения усадки и деформации, установка литниковой системы после вскрытия литникового канала и охлаждение воска в воде после прессования. Эти меры обеспечивают хорошее качество восковой модели. Обширный производственный опыт доказал эффективность и необходимость этих профилактических мер.
1.Разместите в восковой модели препятствия, чтобы ограничить усадку и деформацию.
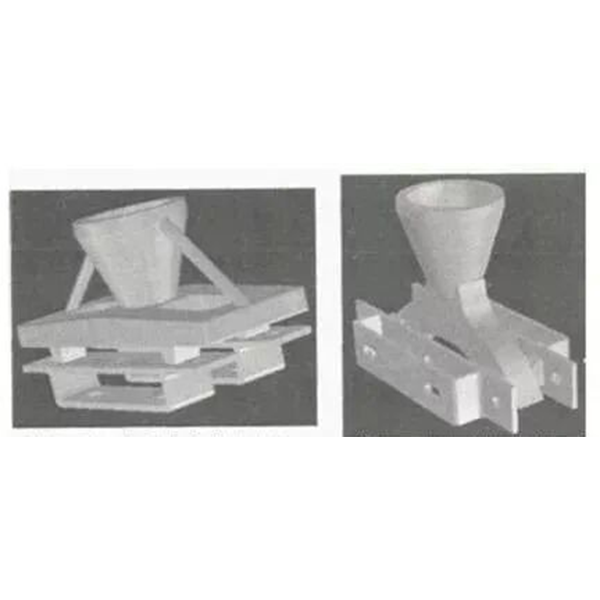
На рисунке 1 показана конструкция правой стороны детали, изготовленной методом точного литья. Для обеспечения плавного вращения двери два отверстия диаметром 10,5 мм должны быть соосными. Заказчик требует использования специального штифта для полного контроля, при этом один конец штифта должен свободно проходить через оба отверстия без препятствий. Первоначальный производственный процесс был следующим: после прессования восковой модели форму помещали в воду для охлаждения на 30 минут, после чего извлекали.
В процессе литья используется специальный штифт, проходящий через два отверстия диаметром 10,5 мм. Поскольку эти два отверстия не соосны, штифт не может быть вставлен, что требует 100% коррекции. Кроме того, деформация получается неравномерной, что значительно увеличивает объем корректировочных работ и серьезно задерживает производственный график.
")
В ответ на сложившуюся ситуацию был усовершенствован производственный процесс. На основе выполненных расчетов было изготовлено десять направляющих штифтов диаметром Φ10,80 – 0,1 мм. После прессования восковой модели для правой створки один из этих штифтов вставлялся в отверстие диаметром Φ10,5 мм, имеющееся в модели. Затем собранная конструкция погружалась в воду; после 30-минутного охлаждения она извлекалась. К этим восковым моделям были применены два различных подхода: первый предусматривал сборку моделей в структуру типа «ёлка» непосредственно после обрезки, тогда как второй предполагал крепление к каждой модели дополнительного усиливающего ребра (см. Рисунок 1). После изготовления отливок направляющие штифты были использованы для контроля деталей; лишь у одной отливки было выявлено незначительное смещение осей двух отверстий, в то время как остальные полностью соответствовали техническим требованиям. Та единственная отливка правой створки с выявленным смещением потребовала лишь незначительной корректировки для приведения её в соответствие с требованиями. По результатам классификации полученных данных было установлено, что первый метод — не предусматривавший крепления усиливающего ребра — уже в полной мере удовлетворяет производственным требованиям и, следовательно, может быть внедрен в серийное производство.
К четырем захватам прецизионной отливки гильзы клапана 5×5BT предъявляются строгие требования. Внешняя окружность захватов должна быть обработана механически, при этом должен быть обеспечен достаточный припуск на обработку; наличие открытой черной корки недопустимо. Поэтому для обнаружения изменений размеров захватов как на восковой модели, так и на отливке используются специальные шаблоны (см. рис. 2).
Первоначальный процесс включал прессование восковой модели, последующее погружение её в воду на 40 минут перед извлечением. Испытания показали, что четыре зубца восковой модели деформировались внутрь, при этом каждый зубец также нерегулярно отклонялся влево и вправо. Оператор по впрыскиванию воска мог изготавливать только 7 восковых моделей, соответствующих образцу, в час. Для решения проблемы деформации было изготовлено специальное металлическое опорное кольцо (см. двойную пунктирную линию на рисунке 2).
После впрыскивания восковой модели в вентильную гильзу вставлялось металлическое опорное кольцо, после чего модель погружали в холодную воду на 40 минут перед извлечением. Использование металлического опорного кольца и корректировка восковой модели в соответствии с требованиями процесса практически исключают необходимость ремонта восковых моделей, что значительно повышает эффективность. Усовершенствованный процесс в настоящее время внедряется в массовое производство с отличными результатами .
")
2.После открытия затворной системы примите меры по её соединению.
Структура фланца DN150 показана на рисунке 3. Он симметричен и имеет равномерную толщину стенок. Если в него непосредственно врезать литник, его толщина создаст разницу в толщине стенок с восковой моделью, что затруднит извлечение восковой модели из формы и потенциально может привести к деформации из-за неправильного извлечения. Кроме того, неравномерная толщина стенок вызовет усадочную деформацию в процессе охлаждения восковой модели. Поэтому, учитывая все эти факторы, конструкция фланца DN150 предусматривает предварительную установку корня литника ( высотой 1,0–1,5 мм), а затем прикрепление литника. Это позволяет избежать неравномерной толщины стенок восковой модели, вызванной толстым литником, что приводит к асинхронной усадочной деформации.
")
3.Способ охлаждения восковых форм
После воскования следует обратить внимание на выбор метода охлаждения, которым обычно является воздушное охлаждение или охлаждение в холодной воде. Охлаждение в холодной воде может ускорить застывание восковой формы. Однако некоторые клапаны с фланцами на трех или двух концах, такие как корпус фланцевого задвижного клапана DN40, охлаждаются в резервуаре с водой в обычных производственных условиях. Это приводит к большой разнице в расстоянии между двумя фланцами на восковой форме, L1 и L2 (см. рис. 4), которая может достигать 2,0–2,5 мм.
Анализ показал, что, помимо присущих модели структурных особенностей, восковая модель плавала в резервуаре с водой, в результате чего часть модели оказалась погруженной в воду, а часть — в воздух. Из-за различных условий охлаждения фланцев над и под поверхностью воды, возникшая усадка была неравномерной, что привело к значительной деформации фланцев. Для предотвращения этого восковую модель следует полностью погружать в воду. Обеспечение равномерных условий охлаждения всех частей одной и той же восковой модели и ее стабилизация размеров перед извлечением могут значительно снизить вероятность возникновения подобных проблем.
4.Снижение деформации за счет оптимизации технологического процесса.
【4.1 Защелка двери】 Конструкция защелки двери показана на рисунке 5. Поскольку это толстая, большая открытая деталь, она подвержена деформации в месте проема (как показано пунктирной линией на рисунке 5). Вставка препятствий может решить только деформацию восковой модели, но не деформацию, вызванную неравномерной усадкой в процессе литья. Поэтому в отверстие необходимо добавить стяжной стержень диаметром 7 мм (см. рисунок 6). Это решает как деформацию восковой модели, так и деформацию в отливке. Стяжной стержень будет удален после термообработки отливки.
【4.2 Фиксирующий кронштейн】 Фиксирующий кронштейн изготовлен из SCS13, его конструкция показана на рисунке 7. Первоначально для сборки использовалась горизонтальная штамповочная головка, по 2 детали на литнике, как показано на рисунке 8. После отливки деформация была очень сильной, достигая 3-4 мм, как показано двойной пунктирной линией на рисунке 7. Позже для сборки использовалась штамповочная головка с круговой дугой, также по 2 детали на литнике, как показано на рисунке 9.
")
")
")